Description
Conventional heavy weight drill pipes suffer poor wear resistance and short service life when deployed in hydrogen sulfide-containing wells. To solve this pain point, we developed high strength friction welded HWDP with strictly controlled yield strength and hardness range, plus low carbon, sulfur and phosphorus content, making it perfectly suitable for sour H₂S drilling environments.
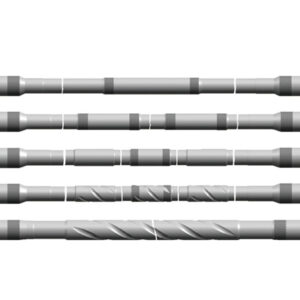
This HWDP adopts 4130M seamless tube bodies friction-welded with 4145H / 4137 / 4130 alloy steel tool joints. Both tube and joints go through quenching & tempering heat treatment, and the full wall thickness of weld zone receives integral thermal processing. Based on tube yield strength, we offer 5 steel grades: 75, 90S, 95, 110, 120.
Field feedback from Sinopec and multiple oil & gas fields proves outstanding anti-abrasion performance of this product.
1. Chemical Composition of HWDP Tube & Tool Joint
| Material | C (%) | Mn (%) | P (%) | S (%) | Si (%) | Cr (%) | Mo (%) | Ni (%) | Cu (%) |
|---|---|---|---|---|---|---|---|---|---|
| 4145H | 0.42~0.49 | 0.70~1.10 | ≤0.015 | ≤0.010 | 0.15~0.35 | 0.85~1.20 | 0.25~0.35 | / | ≤0.25 |
| 4130M | 0.25~0.32 | 0.90~1.10 | ≤0.015 | ≤0.005 | 0.15~0.35 | 1.20~1.50 | 0.75~0.85 | ≤0.25 | ≤0.25 |
| 4137M | 0.35~0.38 | 0.85~1.00 | ≤0.015 | ≤0.005 | 0.15~0.35 | 0.90~1.20 | 0.28~0.33 | ≤0.25 | ≤0.25 |
2. Tensile Properties of Tube, Joint & Weld Zone
| Location | Steel Grade | Min Yield Strength (MPa) | Min Tensile Strength (MPa) | Min Elongation (%) |
|---|---|---|---|---|
| Tube Body | 75 Grade | ≥517 | ≥689 | ≥14.5 |
| 90S Grade | ≥621 | ≥689 | ≥13 | |
| 95 Grade | ≥655 | ≥724 | ≥13 | |
| 110 Grade | ≥758 | ≥827 | ≥13 | |
| 120 Grade | ≥827 | ≥896 | ≥13 | |
| Tool Joint | 110 Grade | 689~793 | ≥827 | ≥13 |
| 120 Grade | ≥827 | ≥965 | ≥13 | |
| 135 Grade | ≥931 | ≥965 | ≥13 | |
| Weld Zone | / | Load capacity ≥ Tube body load capacity | ≥13 | |
3. Charpy Impact Performance
| Location | Steel Grade | Single Min Impact (J) | Average Min Impact (J) | Test Temp (℃) |
|---|---|---|---|---|
| Tube Body | 75 Grade | ≥47 | ≥54 | +20 |
| 90S Grade | ≥108 | ≥135 | +20 | |
| 95 Grade | ≥64 | ≥80 | -20 | |
| 110 Grade | ≥47 | ≥54 | -20 | |
| 120 Grade | ≥47 | ≥54 | -20 | |
| Tool Joint | 110 Grade | ≥70 | ≥88 | +20 |
| 120 Grade | ≥47 | ≥54 | -20 | |
| 135 Grade | ≥47 | ≥54 | -20 | |
| Weld Zone | / | Meet matching tube/joint impact standard | -20 / +20 | |
Hardness Requirements
- Tool Joint Surface Hardness: Hardness grooves are machined on the outer axial surface of fully heat-treated joints; surface hardness range: 285–341 HB.
- Full Wall Hardness: Per ASTM A370, cross-section rings are cut from tube/joint full wall and machined flat for internal, mid-layer & outer hardness test. Max tube wall hardness HRC22; joint hardness 293–331 HB.
- Weld Zone Hardness: Both surface and cross-section hardness ≤ HRC37; hardness difference across wall thickness on single section ≤ HRC5.
Metallographic Structure Requirements
- Grain size ≥ Grade 6 (ASTM E112)
- No untempered martensite or severe overheated coarse microstructure
- Non-metallic inclusion rating ≤ Grade 2.5 (ASTM E45 Method A)